

举报中心举报该商品
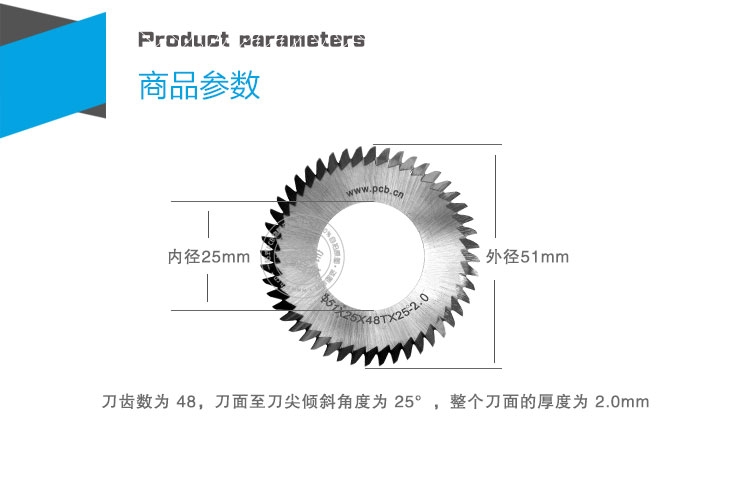
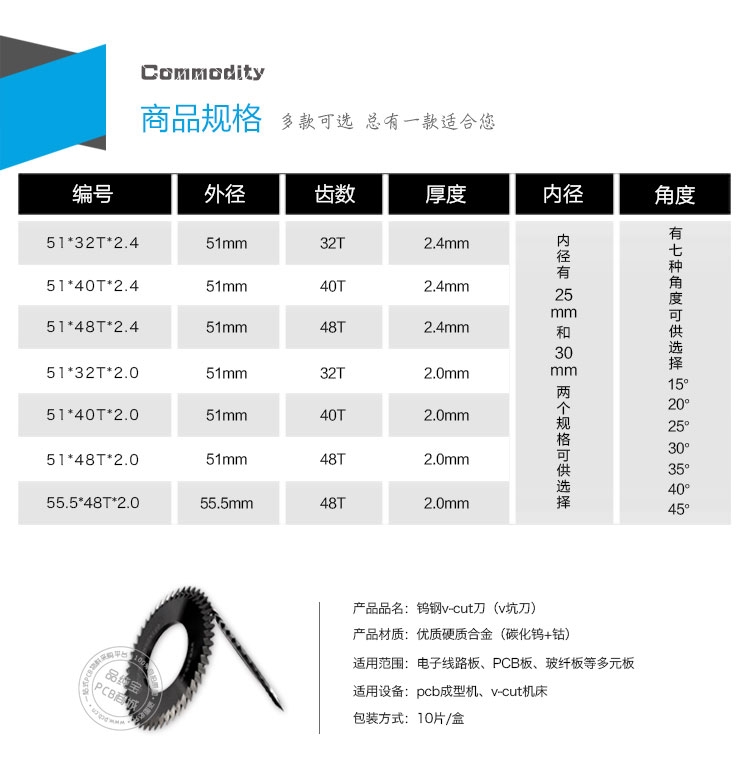
钨钢手动V-cut刀 51*40T*2.4 内径25 15°
- 重量:
- 30 g (每件)
官方店铺
- 综合评分:
- 4.9分
店铺动态评分与行业相比
- 描述相符4.9 分
- 服务态度5 分
- 发货速度4.8 分
- 联系方式:
-
- 公司名称:
- 深圳市品纯宝供应链管理有限公司
- 所 在 地:
- 广东省 深圳市 宝安区
- 商家货号:
- 品牌:
<!--[if gte mso 9]>MicrosoftInternetExplorer402DocumentNotSpecified7.8 磅Normal0<![endif]-->






V-CUT刀使用说明
V-CUT刀:
又名PCB-CUT微刻刀、V-CUT微刻刀、也有的也把它叫作线路板V坑刀或V坑刀等名称,不同地域使用者的叫法也不尽相同。
材质说明:
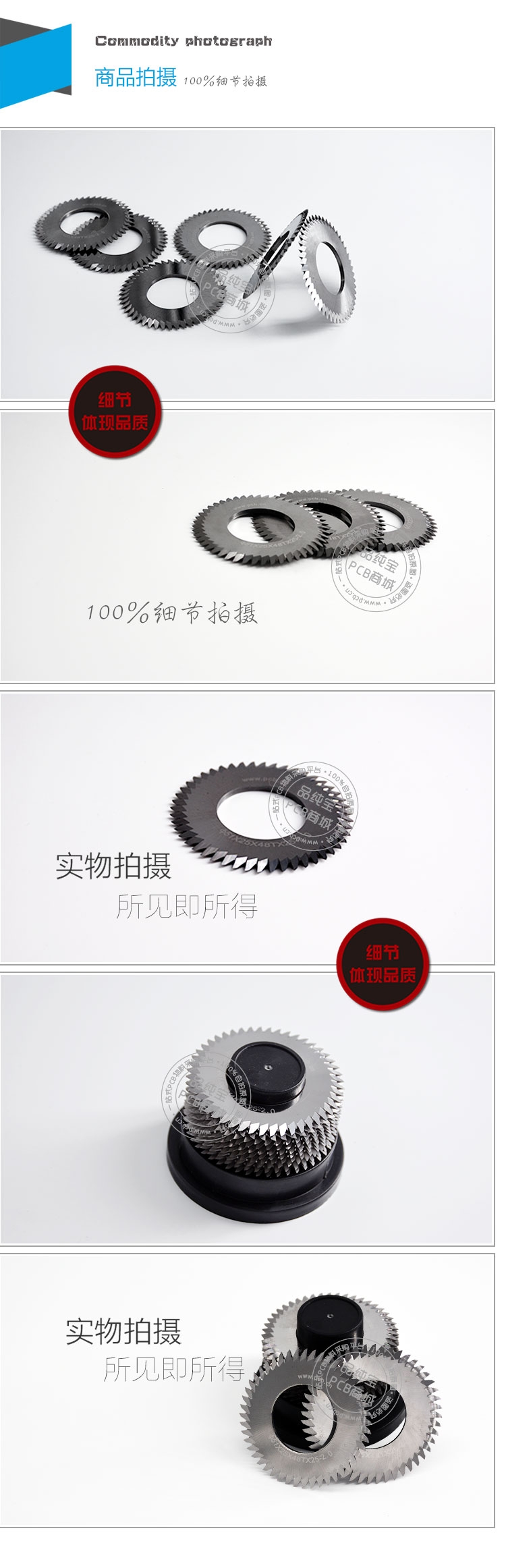
V-CUT刀是一种整体采用优质硬质合金(碳化钨+钴)粉料独特配方配比经特殊工艺压制烧结成硬质合金圆片,然后采用先进的硬质合金加工工艺精制而成的切削刀具,主要用于电子线路板厂的开槽用。
性能特征:
由于硬质合金具有硬度高、抗弯强度高、良好的抗冲击韧性和抗腐蚀性极高的化学惰性等一般合金刀片所没有的特性。所以,经精磨而成的硬质合金V-CUT刀具有光洁度高、刀刃锋利、高耐磨性,一次装机使用寿命长的特点,无崩刃、卷刃现象。
用途:
V-CUT刀是PCB厂家用于印刷电路板分板的切削刀片,专门用来切削V-CUT(V坑)槽的。采用整体硬质合金V-CUT刀加工的PCB(线路板)的加工面光洁度高,无毛边毛刺等现象,能显著提高被加工产品的品质。是PCB厂家切削印刷电路板最理想的裁切利器。
刀具的选用标准:
1. 板厚大于0.8mm加工板选用20齿钻石V-CUT刀。
2. 板厚0.6mm--0.8mm加工板选用100齿钨钢刀,或30齿钻石V-CUT刀。
3. 板厚小于或等于0.3mm加工板建议使用钻石圆盘刀。
4. 客户依生产需要选择不同角度刀具,常规刀具为30°、45°、60°;角度越小越容易损耗,低于30°的刀具属于非标准刀具,建议客户尽量避免使用以减低成本。
5. 加工高硬度厚板为无卤素板以及铝基板,依生产材料不同,在生产中加工速度应适当调整,以10~20m/min为宜;以此可改善刀具使用效果及寿命。其加工板均为:FR2、FR4、CEM3、CEM1,板厚在0.8mm~1.6mm之间,以15~40m/min为宜,保证产品质量,提高产能。
V-CUT刀应用发展趋势: V-CUT刀从十九世纪四代的开发应用至今,经历了从普通钢质V-CUT刀→高速工具钢V-CUT刀→合金V-CUT刀→整体硬质合金V-CUT刀→聚晶金钢石V-CUT刀→整体硬质合金V-CUT刀的这么一个发展应用过程,基于整体硬质合金V-CUT刀有着极高的性价比(刀刃锋利,耐磨耐用,价格适中,产品标准化生产),随着众多追求高品质印制线路板厂家多年的试用比较,整体硬质合金V-CUT刀优越的性价比已被广大印制线路板厂家所接受采用,业已成为印制线路板V槽加工通用的普选刀具。
优 惠 价73.000元购买的价格不同可能是由于店铺往期促销活动引起的,详情可以咨询卖家
推荐商品





商品二维码

商品排行
-
- 3M 1100 子弹型耳塞 10付 / 盒


- 0.950
- 售出:823583笔
-
- 全新普通锣刀/铣刀 50支/盒 1.50mm*8.5mm 密齿


- 5.000
- 售出:754800笔
-
- 全新普通锣刀/铣刀 50支/盒 1.60mm*8.5mm 密齿
-
- 5.000
- 售出:566400笔
-
- 锣刀钻咀上套环


- 0.040
- 售出:288900笔
-
- 全新普通锣刀/铣刀 50支/盒 2.00mm*10.00mm 密齿
-
- 5.800
- 售出:267000笔








商品评价
100%好评
共有0人参与评分评价商品